
The industry is moving at an increasingly fast pace, with high levels of demand. Today, it is essential for companies to adopt strategies that allow them to remain competitive and stay one step ahead in terms of innovation. There are many technological tools and methodologies available on the market, but due to their specificity and customization capabilities, industrial software is the foundational piece on which companies in the sector should rely to increase their efficiency and improve results.
Industrial software has become an indispensable tool for industries, which, thanks to this tool, achieve more productivity, optimize operations, and increase levels of precision and profitability. But what exactly is industrial software? Are there different types? How do I choose the best option for my company and what are its benefits?
What is Industrial Software?
Industrial software refers to one (or several) applications specially designed to manage, control, and optimize operations in industrial environments. It is not a specific software (as we will see later in this article), but rather a category of software that includes various types and supports processes as diverse as automation, supervisory control, data acquisition and analysis, and production planning, among others. The goal of industrial management software is to increase productivity by optimizing operations and improving efficiency levels in the industry.
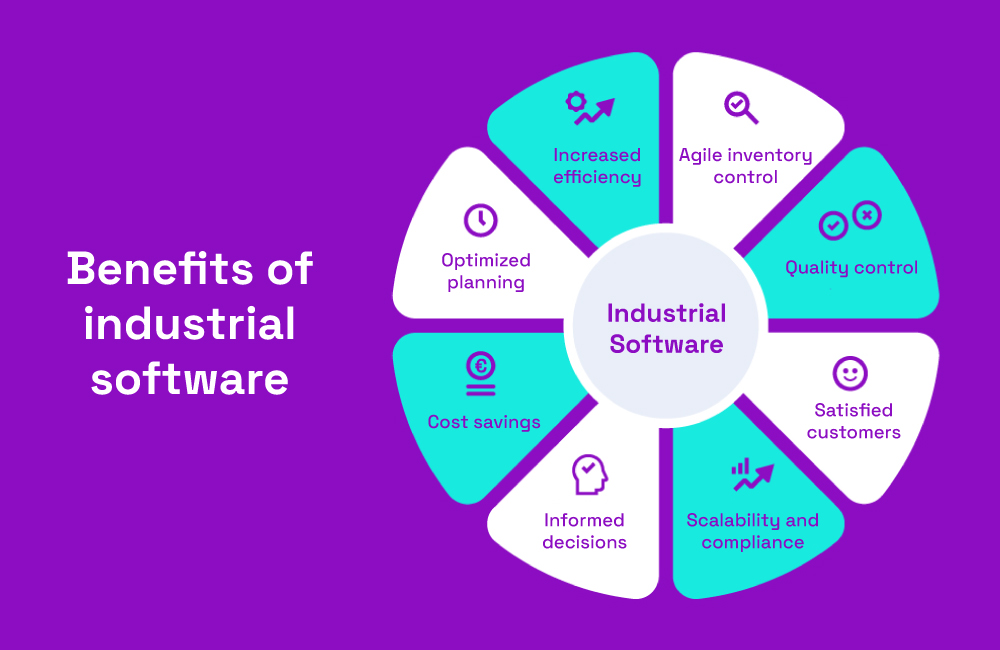
9 Benefits of Industrial Software
In general, regardless of the type of industry, size, or business volume, industrial software brings numerous advantages to companies:
Increased Efficiency
Thanks to data provided constantly and in real-time, the software provides information that allows for the reduction of time-consuming manual processes, promotes clear communication between teams, and leads to shorter order delivery times, generating an overall increase in productivity and efficiency levels.
More Agile Stock Control
Data collection allows for more rigorous stock control, maximizing profitability. On one hand, there is a reduction in production delays due to material shortages, and on the other, less stock (and money) is accumulated in the warehouse.
Optimization of Planning
Industrial software helps to create and manage production planning more easily, thus avoiding bottlenecks, minimizing waste, and increasing sustainability.
Better Quality Control
The visibility and traceability of production processes in real-time allow for the identification and resolution of potential obstacles more quickly. This promotes a proactive approach to detecting failures and increases compliance with internal, supplier, and customer quality processes.
Cost Savings
By helping to optimize resource allocation and increase operational efficiency, the software helps save on recurring costs such as overtime, material waste, or rework.
More Satisfied Customers
By reducing delivery times and increasing product and service quality, industrial software contributes to increased customer satisfaction and retention.
More Informed Decision-Making
In the industry, decisions are often made based on intuition or previous experience of managers. Data from the software helps make more informed decisions, bringing improvement in results and business management in the medium and long term.
Regulatory Compliance
Many industries are governed by strict regulations and control standards, and industrial software can be a very useful tool to support compliance with these protocols.
Scalability
Currently, most industrial software can be adapted with new features that allow for growth or business restructuring. Scalable software becomes an asset in a scenario of frequent changes, reducing the likelihood of needing to acquire new software in such situations.
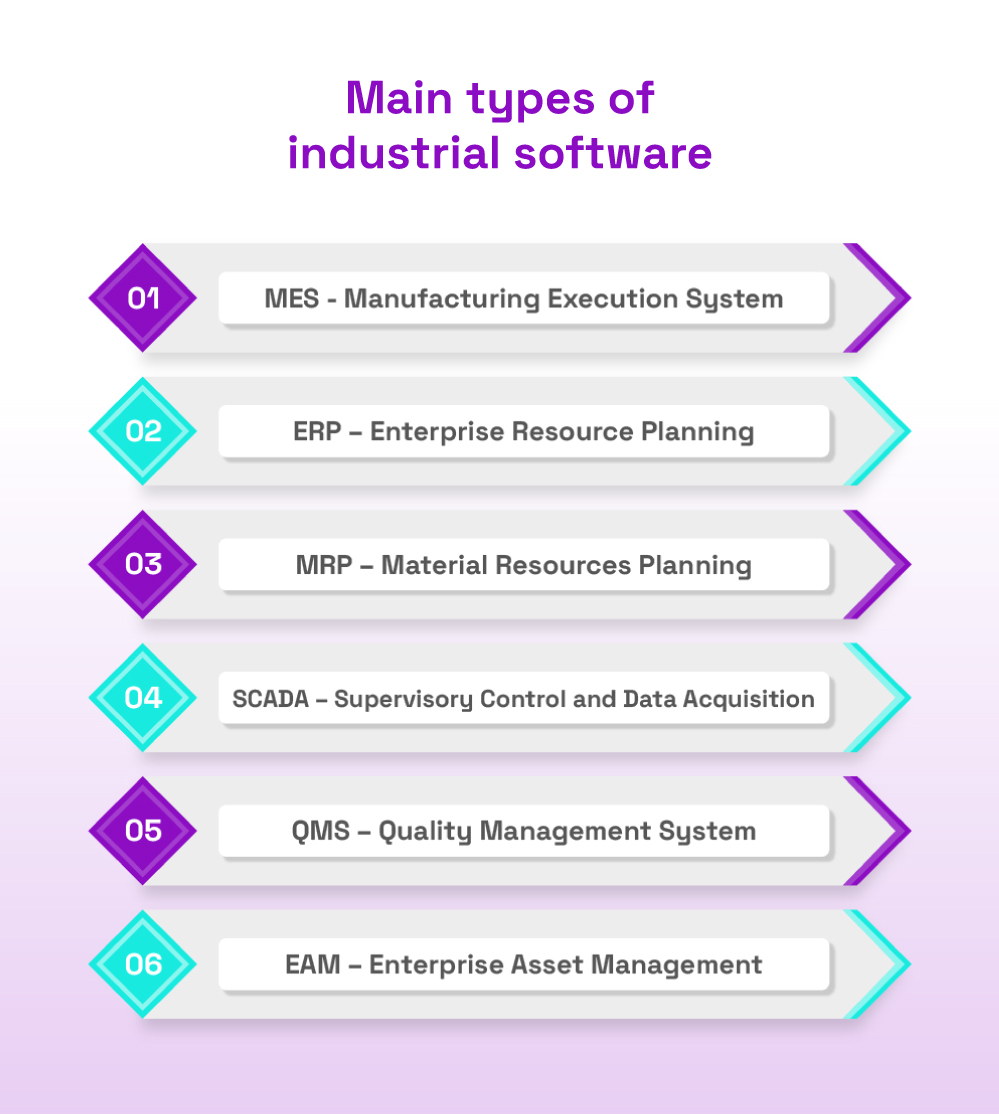
Types of Industrial Software
Within the category of industrial software, we can have various types with distinct objectives that respond to the different needs of companies in the sector. Among the main ones are:
MES – Manufacturing Execution System
MES software is designed for real-time production management and includes features such as production planning, tracking of raw materials and finished products, quality control, equipment supervision, and team collaboration, among others. Due to its specificity and customization capabilities, MES is one of the most adopted software in the manufacturing industry.
Enterprise Resource Planning
Although it is not specific software for the industry, ERP is also widely used in this context. Also known as management software, an ERP integrates functionalities such as finance, human resources, and stock management. The best way to use an ERP in the industry is by integrating the tool with MES software and thus benefiting from the connection between shop floor operations and “top” management of the ERP.
MRP – Material Resources Planning
It functions as an integrated module in MES software or as standalone software, aiming to calculate the materials needed to meet the production plan. It involves listing raw materials, intermediate products, and their respective quantities, as well as other data that allow maintaining a balanced inventory, without excess or shortage of material in production.
SCADA – Supervisory Control and Data Acquisition
SCADA is an industrial automation system that collects data from sensors and other devices in real-time, gathering them in a graphical interface that allows operators to control and supervise processes. It is an essential tool to ensure safer and more efficient industrial system operations.
QMS – Quality Management System
Like MRP, QMS can be an independent system or an integral part of MES industrial software. Used to control and improve the quality of industrial products and processes, QMS includes functions for managing non-conformities, customer complaints, quality document management, among others.
EAM – Enterprise Asset Management
Used to manage assets such as machines, equipment, and facilities, EAM software aims to extend the useful life of these assets and avoid unplanned downtime, and can also help in maintenance planning, preventive maintenance, among others.
MES vs ERP Software: Does it Make Sense to Choose just one?
Two of the most used software in the industry are, as we have seen, MES and ERP. However, the objectives of the two tools are quite distinct:
- Operations: With ERP software, managers can handle all aspects of operations from a single system, integrated with a central database. The unified view of business data from an ERP allows the company to automate processes and generate insights across various departments, enabling the identification of improvements and increasing efficiency. Meanwhile, an MES focuses more strictly on industrial manufacturing operations, supporting production and inventory decisions and feeding warehouse operations. An MES can be standalone software or an existing module in an ERP.
- Data visualization: Another difference between ERP and MES is how each tool captures and uses data. With an MES, production data is captured in real-time – through sensors, barcodes, data feeds, or manual data entry – and reports are immediately available. Since production is an immediate process, real-time monitoring and action are crucial. Whenever changes need to be made, they should be done promptly to ensure each job is completed correctly and efficiently. With an ERP, data is also collected in real-time but remains relevant for a longer period. Data can be analyzed immediately to better manage various business processes, but with less time sensitivity than is required on the shop floor. Additionally, information can be compiled and reanalyzed over time. HR information, for example, remains relevant for years, as do customer data.
- What triggers actions: An MES is action-oriented within the scope of production. As such, monitoring and analyzing these events in real-time allows for constant evaluation of the manufacturing process, leading users to identify where modifications should be made to improve operations. In the case of an ERP, the software is driven by transactions or events within each module. For example, the finance and accounting module is driven by actions that occur in accounts payable or receivable, while the procurement module is driven by the purchase of materials or products the company needs to manufacture and/or sell goods.
MES and ERP Integration: the Way Forward
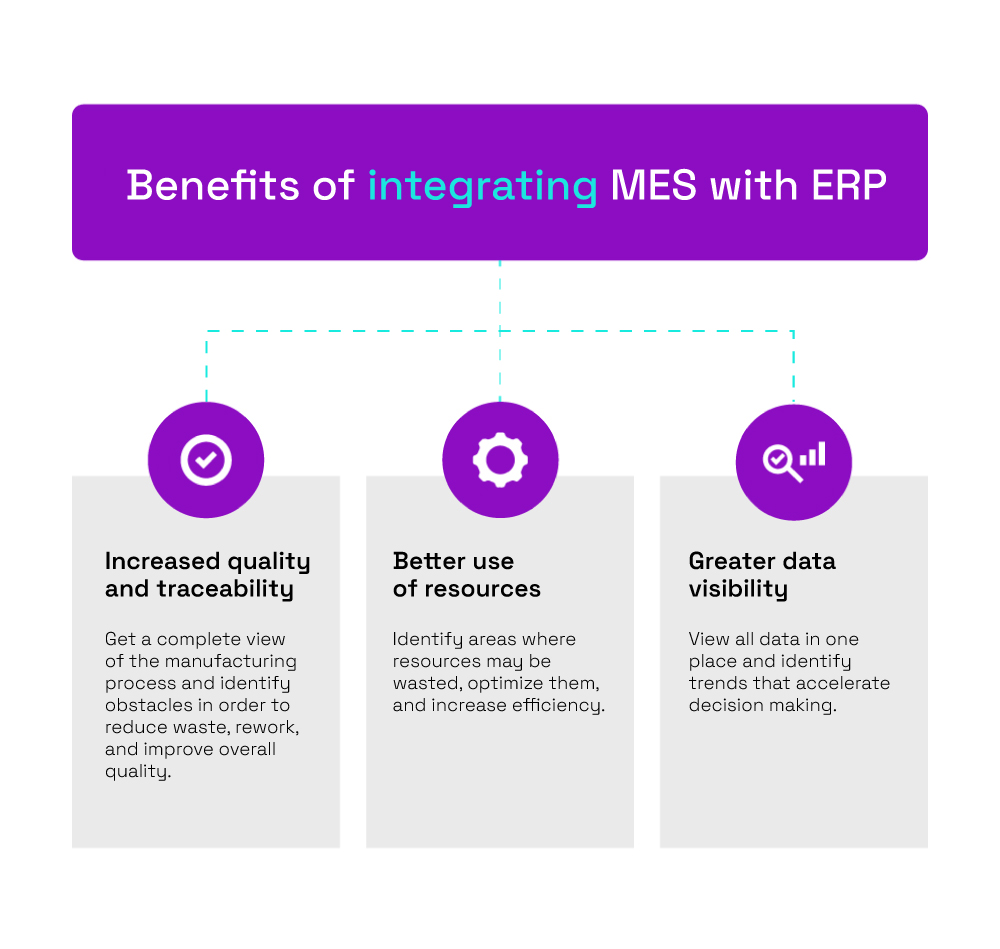
As you may have realized from the previous points, more than choosing between MES software and an ERP, the way forward is integration. After all, these are complementary solutions, and as such, good integration, led by an experienced partner, brings several benefits to industries:
Increased quality and traceability: By integrating data from both systems, manufacturers can gain a complete view of the manufacturing process and identify potential obstacles at an early stage. This helps reduce waste, rework, and improve overall quality.
Better resource utilization: Cross-referenced data from MES and ERP allows the user to visualize the manufacturing process and identify areas where some resources may be wasted. This information can then be used to change the approach, optimize resources, and improve efficiency.
Greater data visibility: Integrating MES software with ERP allows data to be viewed in the same location, making it easier to identify trends and make decisions.
How to Select the Best Industrial Software for your Company
Whether you are considering changing software or investing in digitalization from scratch in your company, choosing industrial software that suits your needs is essential for the success of operations. Here are some tips on how to select the best industrial software:
Conduct a system audit: What specific problems are you currently facing? What is the business strategy for one, three, or five years from now? What systems or integrations are currently in place and what improvements should be implemented in the future?
Do online research: Searching for options and reviews on trusted sites is a good first step, especially if you have difficulty finding internal or external recommendations.
Define goals and budget: Setting goals and having a cost forecast for each phase of implementing industrial software is essential to assess ROI (Return on Investment) in the post-implementation period.
Create a work team: Inputs from department leaders and their teams can help define implementation parameters, minimizing obstacles throughout the entire project.
Compare suppliers: Most industrial software suppliers and partners offer a free demo so you can see how the new system can benefit your company. In your evaluation, consider criteria such as scalability, ease of implementation, analysis capability, sector specialization, third-party integrations, training, and post-sale support.

The Future of Industrial Software
Technological advances have long driven the pace of the industry. Currently, most factories operate as centers of advanced machinery, producing goods more efficiently than ever. However, as technology advances, the sector continues to evolve. Many emerging technologies have the potential to revolutionize the industry, changing both how products are produced and business management.
In the short term, the application of Artificial Intelligence in the industry will become increasingly tangible. In combination with Internet of Things (IoT) devices, AI offers manufacturers opportunities to improve production management and the quality of the final product. Examples include detecting defective products, optimizing factory efficiency, and assisting in the discovery of new materials.
As we have seen in this article, many manufacturers already use industrial software like MES, which allows them to collect data from the shop floor. In the future, it will be possible to use predictive analysis tools to make even more efficient use of data. As more companies rely on sensors and interconnected devices to feed predictive analysis, the focus on Cybersecurity of systems will also be much greater.
With a wide range of clients and successful implementations in various industry sectors, PONTUAL is the technological partner that brings together the software solutions, software integration, and complementary services you need to prepare your industry for the future.
We are partners with the leading software houses and solution providers in the industry, and we have teams with all the know-how and experience you need to achieve the results you seek for your company.



